Laserschweißen: automatisiert, aber trotzdem gefährlich für Mitarbeiter

Entstehen überhaupt Gefahren durch Schweißrauch, wenn ein Roboter schweißt? Diese Frage stellen sich viele Schweißer beim Laserschweißen. Das nahezu automatisierte Schweißverfahren birgt vor allem dann Gefahren, wenn mit Zusatzwerkstoff gefertigt wird. Schweißrauchabsaugung sollte immer mit Absaughauben erfolgen.
Das Laserschweißen ist ein nahezu vollständig automatisiertes Schweißverfahren. Bei der Führung des Laserstrahls ist keinerlei menschliches Eingreifen nötig. Ein Schweißroboter verrichtet das Fügen von Werkstücken ohne Eingriff von außen. Einzig die Zuführung eines Zusatzwerkstoffs in einer Unterform beim Laserschweißen erfolgt bis heute noch von Hand. Durch dieses nahezu autarke Arbeiten stellen sich viele Schweißer die Frage: Ist Arbeitsschutz überhaupt nötig, wenn der Roboter quasi alleine für sich arbeitet? Die Antwort an dieser Stelle vorab: Ja. Gängig sind vor allem über dem Schweißroboter in das Arbeitsumfeld integrierte Absaughauben.
 Laserschweißen mit einer hochkonzentrierten Wärmequelle
Laserschweißen mit einer hochkonzentrierten Wärmequelle

Beim Laserschweißen wird der Laserstrahl als hochkonzentrierte Wärmequelle genutzt. Damit schmilzt der Schweißroboter die Nahtstelle an zwei sich berührenden Werkstücken auf und verschweißt diese dadurch miteinander. Hinsichtlich der Gefahren durch Schweißrauch unterscheidet sich das Laserschweißen in drei Verfahren:
- Laserstrahlschweißverfahren:
Das Laserstrahlschweißen ist eine Unterart des Laserschweißens, das häufig in der Autoindustrie, aber auch im Schiffsbau eingesetzt wird. Die zu verschweißenden Teile müssen passgenau positioniert sein. Der Laserstrahl heizt die Nahtstelle auf und verschmilzt die Bauteile miteinander (ein aussagekräftiges Video findet sich hier). Dabei ist der Laserkopf teilweise einen halben Meter weit entfernt. Hinsichtlich der Emissionen ist diese Methode mit dem Laser-Durchstrahlschweißen vergleichbar. Bei diesem Verfahren für das Laserschweißen können zwei übereinander liegende Materialien miteinander verschweißt werden. Der Laserstrahl durchschmilzt das obere Material und schmilzt auch das darunter liegende Material auf, so dass die beiden Teile miteinander verschweißt werden. Der Laserstrahl dringt durch das auf den Spanten liegende Blech sowie in die Stirnseite der Spanten ein und schmilzt auch hier das Material auf. Eine T-Verbindung entsteht. So werden bei der Meyer-Werft beispielsweise die Bleche der Schiffshaut auf die Spanten zur Verstärkung geschweißt.
- Das Laserstrahl-MSG-Hybrid-Schweißen
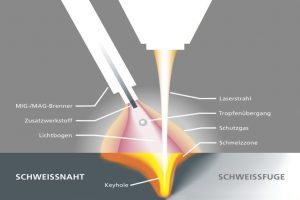
Bei diesem Verfahren wird das Laserschweißen mit dem Metall-Schutzgas-Schweißen, egal ob MIG oder MAG, kombiniert und vor allem bei größeren Blechdicken eingesetzt. Die Kanten der Werkstücke werden so vorbereitet, dass sich eine Naht in Y-Form ergibt. Der Laserstrahl erhitzt dann die Werkstoffe in der Tiefe, also in dem unteren Teil der Naht, während der Schutzgas-Schweißbrenner nur etwa 20 Millimeter dahinter das Material mit dem Lichtbogen weiter aufheizt und durch den Schweißdraht den V-förmigen Teil der Naht auffüllt. Das Verfahren gewinnt stetig an Bedeutung in der schweißtechnischen Fertigung.
- Laserauftragsschweißen
Für die Reparatur von Gieß- oder Presswerkzeugen oder das Auftragen von Verschleißschichten auf bestimmte Bauteile kann auch mit einem Laser der Grundwerkstoff aufgeschmolzen und einem Zusatzwerkstoff aufgebracht werden. Das Zuführen des Zusatzwerkstoffes geschieht meist als Pulver oder Draht.
Verdampfungen beim Laserschweißen auch ohne Werkstoff
Wie sich die beschriebenen Verfahren für das Laserschweißen in der Ausführung unterscheiden, entstehen abhängig von der jeweiligen Verarbeitung unterschiedliche Gefahrenlagen. Grundsätzlich, das zeigt auch das oben genannte Video, entstehen durch den hohen Energieeintrag Verdampfungen aus dem Grundwerkstoff bei der Schmelze. Diese führen zu Schadstoffemissionen in Form von Schweißrauch. Deren chemische Zusammensetzung entspricht in etwa der Zusammensetzung des Grundwerkstoffes. Die Schadstoffmengen beim Laserstrahlschweißen ohne Zusatzwerkstoff sind in der Größenordnung vergleichbar mit denen des Metallaktivgasschweißens. Die höchsten Schweißrauchemissionen entstehen während des Schweißens von verzinkten Werkstücken. Beim Laserstrahlschweißen besteht noch der Unterschied, ob mit CO2– oder Festkörperlaser geschweißt wird. Letztere setzen bei optimalen Parametern im Schweißprozess weniger Emissionen frei als gängigere CO2-Laser.
Hybridschweißen: mehr Emissionen als bei WIG- und MIG-Schweißen

Die Schweißrauchmenge beim Laser-MSG-Hybrid-Schweißen ist vor allem abhängig von der Kombination aus Laser und dem gewöhnlichen MSG-Schweißverfahren. In der Regel wird MAG-Schweißen hier kombiniert, aber auch MIG und WIG können zugesetzt werden. Weil Abschmelzleistung und Vorschubgeschwindigkeit des Hybridschweißens viel höher als bei den gewöhnlichen Verfahren sind, weist das Laserschweißen höhere Schweißrauchmengen auf als nicht automatisierte Verfahren.
Bei dem unter das Hybridschweißen fallende Laser-Plasma-Schweißverfahren entstehen beim Schweißen von Aluminium, wozu das Verfahren überwiegend eingesetzt wird, neben Schweißrauch auch Ozon. Daher gilt es insbesondere bei diesem Verfahren eine Absaugung direkt an der Entstehungsstelle zu integrieren. Der Schweißrauch hingegen ist stark aluminiumoxidhaltig. Die Belastung des Schweißers mit diesem Stoff wirkt sich auf die Lunge aus. Folgen können u.a. Reizerscheinungen der Atemwege, Staubablagerungen in der Lunge bis hin zur irreversiblen Aluminose sein.
Laserauftragsschweißen setzt gefährliche Stoffe frei
Das Laserauftragsschweißen stellt eine Besonderheit zu den anderen Laserschweißverfahren dar, weil zusätzlich zum Laser ein Zusatzwerkstoff zugeführt wird – sowohl in Draht- oder Pulverform. Wird der Zusatzwerkstoff in Pulverform eingesetzt, entstehen neben Schweißrauch zum Teil partikelförmige einatembare, jedoch nicht alveolengängige Stoffe. Die Zusammensetzung des Schweißrauches entspricht in etwa den chemischen Bestandteilen des Zusatzwerkstoffes, wobei Elemente mit niedriger Siedetemperatur in den Rauchen überrepräsentiert sind. Beim Laserauftragsschweißen mit Cobalt-Basis-Legierungen zum Beispiel bilden sich Schweißrauche und -stäube mit der Leitkomponente Cobaltoxid.
Bei Nickel-Basis-Legierungen, die zugleich mehr als zehn Prozent Cobalt enthalten – abhängig vom jeweiligen Anteil im Schweißrauch – gelten Nickeloxid oder Cobaltoxid als Leitkomponente im Schweißrauch. Beide wirken krebserregend. Der Schweißrauch enthält dabei zusätzlich Aluminiumoxid. Beim Laserauftragsschweißen von hoch chromhaltigen Eisenbasis-Legierungen entsteht Eisenoxid. Dies führt zu Staublagerungen in der Lunge, die sogenannte „Tätowierung der Lunge“. Das im Schweißrauch auftretende Gesamtchrom liegt vorwiegend in der metallischen Form oder dreiwertigen Oxidform vor. Die gemessenen Chrom(VI)-Verbindungen sind aber sehr gering. Bei Aluminiummehrstoff-Bronze wird Kupferoxid freigesetzt. Dies kann zu Metallrauchfieber führen.
Eine Schweißrauchabsaugung ist wegen des hohen Energieeintrags geboten
Vor diesem Hintergrund zurück zur Ausgangsfrage: Ist Arbeitsschutz überhaupt nötig, wenn der Roboter quasi alleine für sich arbeitet? Eine Antwort erübrigt sich. Ohne angemessenen Schutz würden die Partikel und Stoffe in die Produktion ausströmen und die Hallenluft für alle Mitarbeiter kontaminieren. Daher ist eine effektive Luftreinhaltetechnik dringend geboten. Diese richtet sich vor allem nach der Größe des Roboters und der zu verarbeitenden Werkstücke.
Bei kleinen Werkstücken genügt eine fest montierte Absaughaube oder eine solche, die den Arbeitsbereich des Roboters abdeckt. Gegebenenfalls fährt diese mit dem Roboter. Durch die verhältnismäßig geringen Rauchemissionen beim Laserschweißen ohne Zusatzwerkstoff verzichten zahlreiche Betriebe ganz auf eine Schweißrauchabsaugung oder setzen nur Raumlüftungen ein. Aufgrund der hohen Energiedichte ist aber vor allem mit unsichtbaren ultrafeinen Partikeln zu rechnen. Daher ist eine Schweißrauchabsaugung bei Robotern dringend geboten.
Neben den Gesundheitsgefahren durch Emissionen ist beim Laserschweißen auch der Schutz vor Laserstrahlen ein Thema. Die Schweißplätze sind daher besonders abzugrenzen und zu sichern.


