Absaugtisch: 7 Fakten, wie Feinstaub beim Schneiden effektiv abgesaugt wird

Wo geschweißt wird, ist ein Absaugtisch für Schneidanwendungen oft nicht weit. Er dient nicht nur der Materialauflage, sondern sorgt bei der Bedienung der Schneidanlage für die Sicherheit der Mitarbeiter bei großen Feinstaubmengen – sieben Fakten, was einen effektiven Absaugtisch ausmacht.
Ein Absaugtisch bei thermischen Trennverfahren ist heute unersetzlich. Metallverarbeitende Betriebe schweißen heute nicht nur, sondern schneiden auch Bleche durch Brennschneiden, Plasmaschneiden oder Laserschneiden zu. Weil sie dabei die gleichen Werkstoffe thermisch bearbeiten wie in der Schweißerei, werden die gleichen Gefahrstoffe freigesetzt – allerdings zumeist in erheblich größerer Menge. Daher dient der Schneidtisch nicht mehr nur der Materialauflage, sondern ist vor allem auch ein Absaugtisch. Die Anforderungen an eine Absaugung wurden zuletzt auch in der im November 2016 erschienenen Norm DIN EN ISO 17916 – „Sicherheit von Maschinen zum thermischen Trennen“ – behandelt. Ein Schneidtisch als Absaugtisch sollte daher Standard sein.
Ein Absaugtisch erfasst immense Staubmengen beim Schneiden
Beim thermischen Schneiden entstehen immense Staubmengen mit Millionen alveolengängiger (lungengängiger) Feinstaubpartikel. Gerade beim Plasmaschneiden würden sich ohne Absaugung dichte Rauchwolken in der Halle ausbreiten – und das nicht nur bei modernen und besonders leistungsfähigen Anlagen, sondern auch bereits bei geringeren Stromstärken im Dünnblechbereich.

Daher sorgt bei Schneidanwendungen – wie beim Schweißen die Schweißrauchabsaugung – ein Absaugtisch für effektiven Arbeitsschutz und dafür, dass Grenzwerte eingehalten werden, die ohne Absaugung sehr schnell überschritten würden.
Ein Absaugtisch ist aber nicht nur zum Schutz der Mitarbeiter zwingend erforderlich. Er schützt zudem Maschinen und sonstige Einrichtungen in der Halle vor Rauch und Staub und hat damit auch Einfluss auf Qualität der Produkte und Nutzungsdauer der Anlagen. Die Beschaffenheit eines Absaugtisches hat dabei großen Einfluss auf seine Effektivität:
1. Materialauflage beim Absaugtisch maßgeblich für optimales Schneidergebnis
Ein Absaugtisch, übrigens oft auch als Brennschneidtisch bezeichnet, ist elementarer Bestandteil eines modernen Schneidanlagenkonzepts. Er gehört zum Schneiden wie die Schneidanlagen selbst. Dank seiner Beschaffenheit sorgt er mit für ein optimales Schneidergebnis. Üblicherweise enthält ein Absaugtisch für die Auflage der zu schneidenden Bleche einzelne Rahmen mit eingelegten Auflagestäben. Diese Rahmen lassen sich zur Reinigung des Tisches mitsamt der Auflagestäbe mittels Kran oder Gabelstapler leicht entnehmen. Wie Auflagerahmen und Auflagestäbe beschaffen sein sollten, richtet sich nach der Schneidaufgabe. Zum Schneiden sehr dünner Bleche verfügt ein Absaugtisch häufig über Blechlamellen in Wellenform. Diese können auch mit Zacken versehen sein, um mit dem Schneidstrahl möglichst selten auf die Kontaktstelle zwischen Blech und Auflage des Absaugtischs zu treffen. Das verhindert die Entstehung unsauberer Stellen an der Unterseite.
Sind die zu schneidenden Bleche dicker, muss auch die Materialauflage entsprechend stabil sein, um das Gewicht und die thermische Belastung auszuhalten. Hierbei gilt es darauf zu achten, dass der Schneidstrahl sauber in den

Absaugtisch geleitet wird und sich zwischen Auflagerahmen und Tisch keine Taschen bilden. Ansonsten würden diese nämlich beim Absaugtisch mit Schlacke volllaufen und der Rahmen würde mit dem Tischelement verschweißt. Ob die Auflagestäbe gezackt oder gerade sein sollten, hängt davon ab, ob der Absaugtisch zum Abräumen begehbar sein soll: In diesem Fall sind die Zacken eher nachteilig. In jedem Fall sollten die Auflagestäbe nicht genau parallel zur Längs- oder Querrichtung, sondern leicht schräg in den Absaugtisch eingelegt sein. Bei typischen Schneidaufgaben schneiden Betriebe dadurch nicht über einen längeren Zeitraum genau auf den Stäben.
2. Je nach Anforderung den richtigen Absaugtisch auswählen
Ein Absaugtisch ist in verschiedenen Versionen erhältlich – von Basisausführungen bis zu High-End-Versionen. Die Wahl sollte entlang der eigenen Anforderungen im Betrieb erfolgen. Je nach vorgesehenem Einsatzbereich wird ein Absaugtisch individuell konstruiert. Unterschiedliche Blechdicken werden dabei für die Konstruktion gewählt. So reicht die Tragfähigkeit für die Stahlblechdicken in der Regel von bis zu 75 Millimetern in der Basisausführung sowie bis zu 300 Millimetern Dicke in den High-End-Ausführungen. Dabei entscheidet auch das angewandte Schneidverfahren darüber, welcher Absaugtisch nötig ist. Beim Eintrag von bis zu 700 Ampère Schneidstrom beim Plasmaschneiden ist eine High-End-Version unumgänglich. Dagegen reichen bei rund 200 Ampère auch Basismodelle aus. Beim Autogenschneiden spielt wiederum die Blechdicke eine Rolle: Basismodelle reichen bei Blechdicken bis 75 Millimeter, während für Blechdicken von bis zu 300 Millimeter eine High-End-Variante nötig ist. Da zukünftige Schneidaufgaben nicht immer vorhersehbar sind, werden als Absaugtisch häufig gute Mittelklasse- oder Advance-Absaugtische eingesetzt. Diese sind auch bis 400 Ampère Schneidstrom oder beim Autogenschneiden bis 150 Millimeter Blechdicke einsatzfähig.
3. Modulare Bauweise für einfache Anreihbarkeit
Ein Absaugtisch sollte modular anreihbar sein. Durch eine Standardisierung von einzelnen Elementen lässt er sich einfach zusammenbauen. Die modulare Bauweise bietet durch eine mögliche Serienfertigung nicht nur preisliche Vorteile, sondern ist vor allem auch aus Gründen der einfacheren Transportierbarkeit erforderlich. So kann ohne Probleme ein Absaugtisch auch in einer Länge von 25 Metern, wie hier in einer holländischen Produktion, und mehr gefertigt werden. Auch in der Breite werden Absaugtische oberhalb einer Breite von 3,1m typischerweise aneinandergereiht. Ein derart langer Absaugtisch ermöglicht es zum Beispiel, eine Hälfte des Tisches zu bestücken, während auf der anderen geschnitten wird. So erzielen Betriebe eine hohe Maschinenauslastung.
4. Oberflächenabsaugung ist zentrales Prinzip eines Absaugtischs
Wesentlich für die Erfassung der Gefahrstoffe an einem Absaugtisch ist eine Mindest-Luftgeschwindigkeit an der Tischoberfläche in den Tisch hinein. Sie ist für bestimmte Schneidaufgaben in der 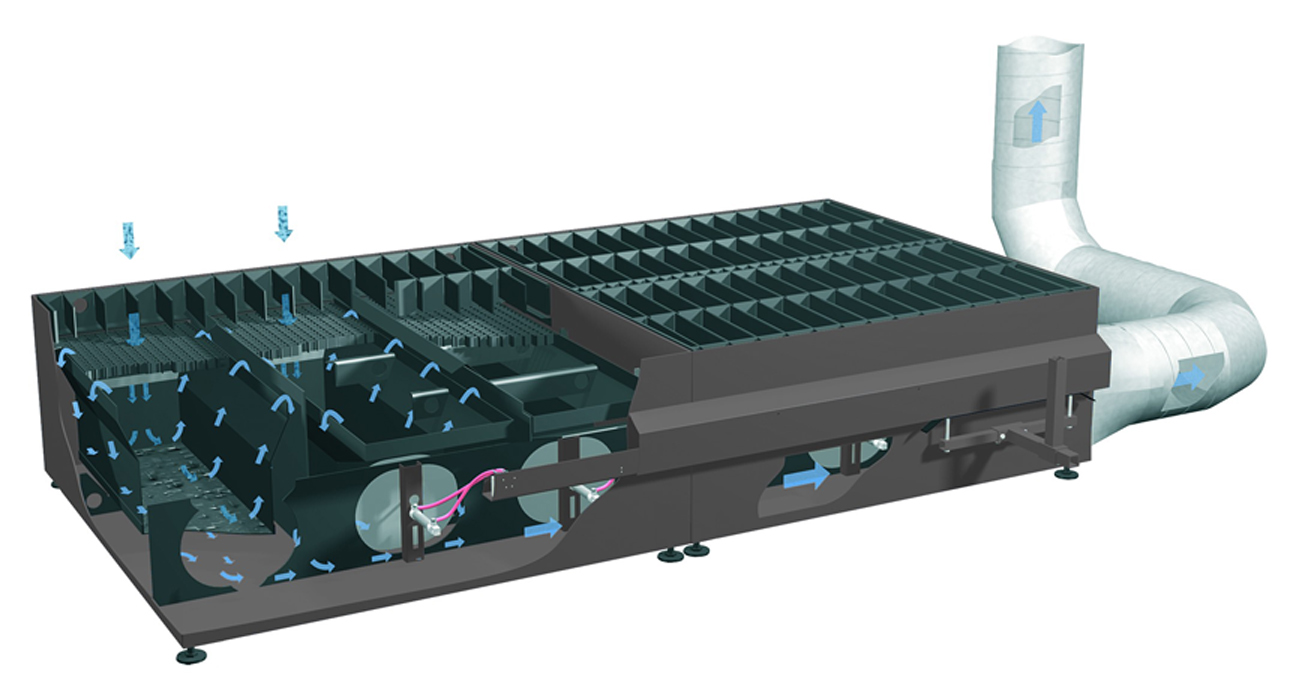 Norm DIN EN ISO 17916 geregelt. Weiterhin ist es wichtig, dass der Schneidstrahl zunächst möglichst ungehindert in den Tisch strömen kann und erst nach einer Umlenkung wieder nach oben steigt. So werden Schlacke und ein Großteil der Funken bereits in den Schlackewannen abgeschieden. Danach erfassen Saugschlitze im oberen Bereich des Absaugtisches den durch seine Thermik wieder aufsteigenden Rauch. Dieses Prinzip heißt Oberflächenabsaugung. Auf dem Weg des Rauches im Absaugtisch sollte es weitere Luftumlenkungen geben, um Funken bereits vor der Filteranlage wirksam zurückzuhalten.
Norm DIN EN ISO 17916 geregelt. Weiterhin ist es wichtig, dass der Schneidstrahl zunächst möglichst ungehindert in den Tisch strömen kann und erst nach einer Umlenkung wieder nach oben steigt. So werden Schlacke und ein Großteil der Funken bereits in den Schlackewannen abgeschieden. Danach erfassen Saugschlitze im oberen Bereich des Absaugtisches den durch seine Thermik wieder aufsteigenden Rauch. Dieses Prinzip heißt Oberflächenabsaugung. Auf dem Weg des Rauches im Absaugtisch sollte es weitere Luftumlenkungen geben, um Funken bereits vor der Filteranlage wirksam zurückzuhalten.
5. Segmentabsaugung fördert energieeffizienten Betrieb
Bei einem effizient arbeitenden Absaugtisch erfolgt die Absaugung nicht etwa permanent über alle verbauten Module hinweg. Für diese Segmentabsaugung sind die einzelnen Absaugtischmodule nochmals in Kammern unterteilt. Diese steuert die Schneidanlage eigenständig für die Absaugung an. Je nach Bedarf öffnen Pneumatikventile und -zylinder automatisch Absaugklappen in den Segmenten. Diese Ansteuerung der Segmente kann auch elektropneumantisch mittels Magnetventilen erfolgen. Beide Verfahren haben eines gemein: Die Absaugtechnik richtet sich an den Abläufen der Schneidprozesse aus und erfasst nur dort Gefahrstoffe, wo tatsächlich geschnitten wird. Höchstens zwei Segmente in den Übergangsphasen sind dabei gleichzeitig im Einsatz. So wird eine effektive Erfassung der Feinstaubpartikel und Gase mit einer vergleichsweise geringen Absaugleistung und damit auch Anlagengröße erreicht. Wichtig dabei: Die Absaugtische erfassen die Gefahrstoffe genau an der Entstehungsstelle, sodass sie sich nicht in der Umgebungsluft ausbreiten können. Die Segmentabsaugung verringert die Energiekosten für den Anlagenbetrieb.
6. Absaugtisch mit gängigen Systemen kombinierbar
Natürlich muss ein Absaugtisch zur jeweiligen Schneidanlage und dem geplantem Einsatz passen – und zwar hinsichtlich Ausführung, Länge, Breite und Höhe. Ein Absaugtisch sollte dabei mit den gängigen Schneidanlagen kombinierbar sein. Bezüglich Ansteuerung der einzelnen Segmente ist zu klären, ob sie vom Programm der Schneidanlage aus direkt angesteuert werden sollen oder die Schneidanlage einen Steuerschlitten mitführt, der die entsprechenden Ventile am Tisch betätigt. Unter anderem aus der Größe des Absaugtisches, Schneidverfahren, Anzahl und gegebenenfalls Neigbarkeit der Brenner, den Schneidströmen sowie der Blechdicke ergibt sich die erforderliche Absaugleistung. Die zu erwartenden Staubmengen sollten darüber hinaus maßgeblich für die Auswahl der richtigen Filteranlage sein. Die Schneidanlage schaltet diese in der Regel ein und aus, im Gegenzug meldet die Filteranlage ihren Betrieb und etwaige Störungen an die Schneidanlage zurück.
7. Einfache Handhabung für schnelle Reinigung
Eine große Rolle bei der Auswahl des richtigen Absaugtisches spielt auch die einfache Zugänglichkeit für Reinigung und Wartung. 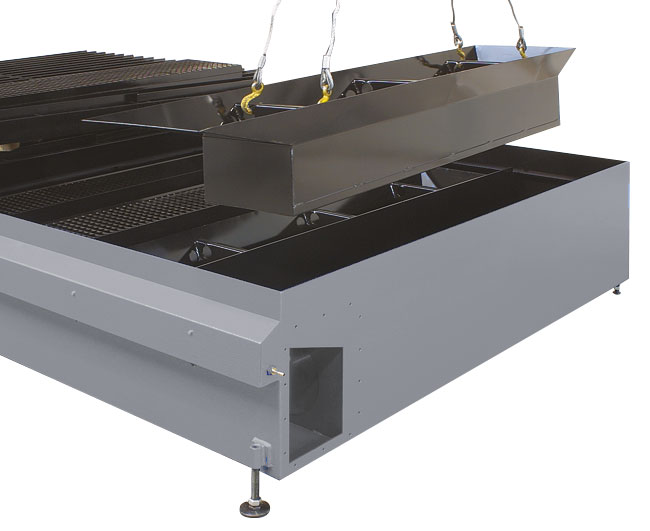 Dafür sollten Materialauflagerahmen mit Kranösen versehen sein und drei bis sechs Quadratmeter große Bereiche freilegen. Darunter befindliche Schlackewannen, ebenfalls ausgestattet mit Kranösen und möglicherweise einem grobmaschigen Gitterrost zum Auffangen ausgebrannter Teile, können dann ebenfalls mit dem Kran entnommen und in einen Container entleert werden. Eine einfache Wartung spielt im Schneidbetrieb eine wichtige Rolle, um Stillstandzeiten möglichst kurz zu halten. Um weitere Reinigungsintervalle einzusparen, bieten weiterführende Varianten von Absaugtischen zusätzliche Möglichkeiten, Ablagerungen direkt zu entsorgen. Speziell ausgerüstete Absaugtische bieten die Möglichkeit, die Schlacke permanent während des Betriebs mittels eines automatischen Austragsystems in einen dafür vorgesehenen Container zu entsorgen. Weil die Auflage auf einem Absaugtisch aus einzelnen Blechen besteht, können Betriebe sie sogar selbst erneuern.
Dafür sollten Materialauflagerahmen mit Kranösen versehen sein und drei bis sechs Quadratmeter große Bereiche freilegen. Darunter befindliche Schlackewannen, ebenfalls ausgestattet mit Kranösen und möglicherweise einem grobmaschigen Gitterrost zum Auffangen ausgebrannter Teile, können dann ebenfalls mit dem Kran entnommen und in einen Container entleert werden. Eine einfache Wartung spielt im Schneidbetrieb eine wichtige Rolle, um Stillstandzeiten möglichst kurz zu halten. Um weitere Reinigungsintervalle einzusparen, bieten weiterführende Varianten von Absaugtischen zusätzliche Möglichkeiten, Ablagerungen direkt zu entsorgen. Speziell ausgerüstete Absaugtische bieten die Möglichkeit, die Schlacke permanent während des Betriebs mittels eines automatischen Austragsystems in einen dafür vorgesehenen Container zu entsorgen. Weil die Auflage auf einem Absaugtisch aus einzelnen Blechen besteht, können Betriebe sie sogar selbst erneuern.


